Хотите отремонтировать или заменить коммуникации, выполненные из полимерных труб? Согласитесь, что совсем неплохо сэкономить на вызове мастера, выполнив сборку нового трубопровода самостоятельно. Но вы не знаете, как можно соединить отдельные элементы системы между собой и что для этого понадобится.
В представленной нами статье подробно описана технология сварки полипропиленовых труб – своими руками соединить их сможет любой начинающий сантехник. Мы расскажем, что нужно учитывать, как пользоваться паяльником для состыковки пластиковых элементов. Подскажем, в каких случаях применяются другие методы.
В помощь начинающему мастеру мы подобрали подробные видеролики, демонстрирующие пошаговый процесс выполнения сварки полипропилена, и фото-иллюстрации.

Виды и назначение
Трубы из полипропилена могут быть четырех цветов — зеленые, серые, белые и черные. Отличаются характеристиками только черные — они имеют повышенную стойкость к ультрафиолету и используются при прокладке системы полива по грунту. Все остальные имеют схожие характеристики и прокладываются в помещениях или закапываются в грунт.
По назначению полипропиленовые трубы бывают следующих видов:
- Для холодной воды (температура до +45°C). Отличить их легко по продольной полосе голубого цвета.
- Для горячего водоснабжения (нагрев до +85°C). Отличительная черта — полоса красного цвета.
- Универсальные (максимальный нагрев до +65-75°C в зависимости от производителя). Наносится две полосы рядом — голубая и красная.

Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Отображается это в маркировке:
- PN10 используются исключительно в системах холодного водоснабжения ( до +45°C) с низким давлением (до 1 МПа). Имеют небольшую толщину стенок. Для многоэтажек не подходят.
- PN16. Часто маркируются как универсальные, но чаще используют для холодной воды — выдерживают нагрев среды до +65°C и давление до 1,6 МПа.
- PN20. Толстостенные трубы, которые могут транспортировать среду с температурой до +80°С, выдерживают давление до 2 МПа. Используются при разводке горячей воды и системы отопления.
- PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления.
Все они выпускаются разных диаметров — вплоть до 600 мм, но в квартирах и частных домах используются, в основном, размером от 16 мм до 110 мм. Обратите внимание, что указывается внутренний диаметр, так как толщина стенок может быть разной.
Что такое сварка полипропиленовых труб
Полипропилен отличается повышенной жесткостью, и, для создания систем требуемой конфигурации, используются фитинги из того же материала. Это различные уголки, тройники, обходы, переходники, муфты и т.п. С трубами они соединяются при помощи пайки. Этот процесс называют еще сваркой, но суть его не меняется: два элемента разогреваются до температуры плавления и, в горячем состоянии, соединяются друг с другом. При правильном выполнении, соединение получается монолитным и служит ничуть не меньше, чем сами трубы.

Для соединения полипропилена с металлами есть комбинированные фитинги, в которых одна часть сделана из металла и соединяется при помощи резьбового соединения, а вторая — полипропиленовая — сваривается.
Чем паять
Сварка полипропиленовых труб происходит при помощи специального устройства, которое называют паяльником или сварочным аппаратом. Это небольшая металлическая платформа, внутри которой находится электрическая спираль, разогревающая поверхность. Из-за такой конструкции этот агрегат еще называют утюгом.
Для соединения двух элементов, сращиваемые поверхности нагревают до температуры плавления (+260°). Чтобы разогреть элемент на нужную глубину, на сварочную платформу устанавливаются две разные металлические насадки с тефлоновым покрытием:
- для нагрева внутренней поверхности используется дорн (меньшего диаметра);
- для разогрева наружной поверхности ставят гильзу.
Два соединяемых элемента одновременно надеваются на соответствующие насадки, выдерживаются определенный промежуток времени (несколько секунд), затем соединяются. Так происходит сварка полипропиленовых труб.
Как сваривать
Конструкции паяльников для полипропиленовых труб немного отличаются, но принципы работы с ними общие. Есть две основные модели — с плоской платформой или цилиндрическим нагревателем. При нормальном качестве, работают и те и другие, разницы практически нет. Кому что удобнее, то и выбирают.
Подготовительные работы
Перед началом работы надо разогреть паяльник, но тут не все так просто. Порядок его подготовки таков:
- Сначала на платформу устанавливаются насадки подходящего диаметра.
- В отверстие в платформе продевается шпилька, на нее надеваются с двух сторон дорн и гильза, затягиваются гайками с двух сторон.
- Если нагревательный элемент в виде трубки, для него насадки продают закрепленными на пластине. Пластину надевают на нагревательный элемент, затягивают крепежный болт.
- На регуляторе выставляется требуемая температура нагрева. Для полипропиленовых труб температура сварки составляет +260°C. Именно ее выставляем на регуляторе, включаем в сеть.
- Дожидаемся сигнала набора заданной температуры. В некоторых моделях есть звуковой сигнал, но, в основном, загорается или гаснет светодиод (в разных моделях по-разному).
Паяльник к работе готов. Но надо еще подготовить трубы и фитинги. Первое условие качественной сварки — ровный срез. Разрез должен быть строго вертикальным, без заусенец и сдиров. Такой срез можно получить используя специальные ножницы. Они имеют снизу две широкие губки, фиксирующие трубу на месте, а режущая часть находится сверху.
Второе условие хорошей пайки ПП труб — чистые, сухие, обезжиренные детали. Если хотите, чтобы водопровод или отопление служили долго и не текли, эту процедуру пропускать не стоит. Срез трубы и фитинг очищают при помощи спирта или воды с моющим для посуды. Затем дожидаются, пока все высохнет, и только после этого начинают процесс пайки.
Как долго греть
При сварке полипропилен необходимо нагреть строго до требующейся температуры. Перегрев и недогрев значительно снижают качество шва. Слишком перегретая и размягченная труба просто не вставится в фитинг, а недостаточно разогретый материал не сплавится.
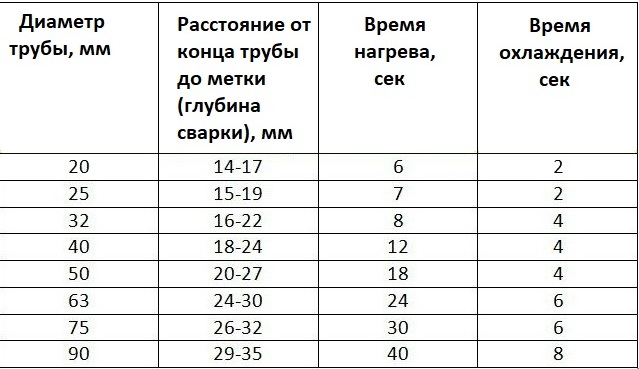
Время нагрева зависит от диаметра труб, температуры воздуха и указано в таблице.
| Диаметр полипропиленовой трубы | Глубина сварки | Время нагрева | Время сварки | Время охлаждения |
|---|---|---|---|---|
| 16 | 12-14 мм | 5 с | 6 с | 2 мин |
| 20 | 14-17 мм | 6 с | 6 с | 2 мин |
| 25 | 15-19 мм | 7 с | 10 с | 2 мин |
| 32 | 16-22 мм | 8 с | 10 с | 4 мин |
| 40 | 18-24 мм | 12 с | 20 с | 4 мин |
| 50 | 20-27 мм | 18 с | 20 с | 4 мин |
| 63 | 24-30 мм | 24 с | 30 с | 6 мин |
| 75 | 26-32 мм | 30 с | 30 с | 6 мин |
Вообще паять можно при +5°C, но данные приведены для +20°C. При более жаркой погоде время выдержки элементов на паяльнике сокращают на 30-60 секунд, при более холодной — увеличивают.
Обратите внимание, на колонку «глубина» сварки в таблице. Эта отметка ставится на трубе. До нее надо будет вдавить ее в фитинг. При этом перед кромкой фитинга образуется небольшой валик расплавленного пластика. Это и будет означать, что шов сделан верно.
Еще одна колонка требует пояснения — «время сварки». Это время, на которое надо сдавить и зафиксировать свариваемые элементы.
Вообще, если попробовать вставить холодную трубу в фитинг, она должна заходить с большим трудом — наружный диаметр трубы слегка больше внутреннего диаметра фитинга. Это сделано намеренно, для обеспечения некоторого излишка материала, из которого и образуется валик на шве. Чтобы сварка полипропиленовых труб была надежной, лучше все комплектующие брать одной фирмы. Так гарантировано размеры будут совпадать. В противном случае, надо примерять — чтобы фитинг не «проскакивал», а натягивался с трудом.
Технология
Как уже говорили, при сварке полипропиленовых труб, их и фитинги надо очистить, обезжирить и высушить. И только после этого можно начинать паять.
Такая подготовка подходит для всех типов труб, кроме армированных фольгой. В этом случае после того, как отрезали нужный кусок, срез зачищают до фольги специальным устройством — шейвером. В него вставляется труба и несколько раз проворачивается. При этом снимается верхний слой пластика, после чего можно обезжиривать и паять.
После того, как поверхность высохнет, на трубе рисуют метку, отмечая расстояние на которое надо вдавить ее в фитинг (проще всего тонким маркером или остро отточенным простым карандаошом).
Пайка полипропилена пошагово
Далее технология сварки пп труб такая:
- Отрезанный участок трубы надеваем на дорн, фитинг вставляем в гильзу. Делать это необходимо одновременно, в крайнем случае, раньше надевается фитинг, так как имеет большую толщину стенок. Задержка должна быть очень маленькой.
Надеваем на насадеки 
- Выдерживаем элементы требуемое количество времени.
- Снимаем с насадок, соединяем, вдавливая трубу в фитинг до отметки. Соединение исключительно линейное, нельзя проворачивать элементы относительно горизонтальной оси (не крутите, хоть и очень хочется). Можно сразу после соединения выровнять горизонтальность, если замечено несоответствие.
Фиксируем чтобы сварка полипропиленовых труб была надежной - При соединении приходится прилагать достаточно большие усилия. Это же усилие сохраняется несколько секунд (в таблице в столбце «время сварки»).
- По истечении указанного времени нажим прекращаем, а соединение нельзя тревожить несколько минут (в таблице колонка «время остывания»). После этого можно считать, что пайка полипропиленовой трубы закончена. Можно приступать к следующему шву.
Одно замечание: сразу после окончания сварки, осмотрите насадки на паяльнике. Если есть остатки материала, они удаляются мягкой, безворсовой, нелиняющей (белой) тканью. Оставлять пластик на паяльнике нельзя — следующий фрагмент прилипнет, отдирать будет сложно. Нельзя чистить насадки с применением абразивов -покрытие у них тефлоновое, царапаются легко. А даже микроскопические царапины приведут к тому, что фрагмент на паяльнике (утюге), залипнет.
Работать, кстати, лучше в нитяных перчатках — меньше ожогов будет.
Перед вводом системы в эксплуатацию, ее надо проверить. Делают это при помощи опрессовки. Что это такое, и как ее делать, читайте тут.
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте:
Как перейти с железной трубы на полипропилен:
Источник: kak-sdelano.ru
Типы труб из полипропилена
Срок службы изделий зависит от температуры среды и давления, создаваемого в них. При правильном выборе типа материала удается существенно продлить его эксплуатационные возможности.
Выделяют 4 разновидности трубных материалов, имеющих разные характеристики в зависимости от температуры их эксплуатации.
|
Тип изделия и соответствующая ему маркировка |
Назначение | Температура среды, С |
Рабочее давление, МПа |
|
PN10 |
Для холодного водоснабжения и теплых полов | 20 для холодного водоснабжения, 45 для полов теплой системы | 1 |
| PN16 | Для холодного и горячего водоснабжения | До 60 |
1,6 |
|
PN20 |
Для горячего водоснабжения | До 80 | 2 |
| PN25 | Для центральных отопительных систем, армированных изделий, систем горячего снабжения водой | До 95 |
2,5 |
Материалы марки PN10 относятся к изделиям, предназначенным для холодного водоснабжения. Они не способны выдерживать высокую температуру среды. Второй тип с маркировкой PN16 относится к изделиям смешанного типа и предназначен для холодного и горячего водоснабжения, но с ограничением температуры эксплуатации. PN20 и PN25 являются материалами, предназначенными для горячего водоснабжения. Такие трубопроводы способны выдерживать действие высоких температур, а изделия под маркировкой PN25 дополнительно армированы металлом, что увеличивает их срок службы и способность выдерживать большое давление и температурный режим.
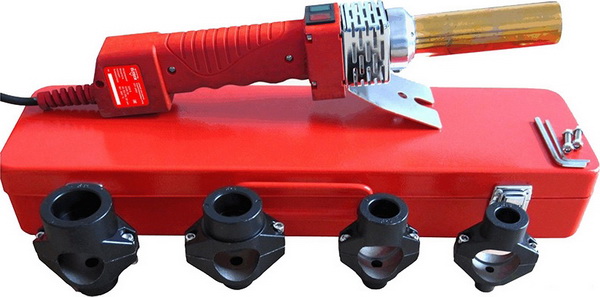
Комплект для сварки труб
Если сварку полипропиленовых изделий приходится проводить регулярно, то целесообразно приобрести специальный сварочный комплект, который сразу продается в соответствующем чемоданчике. Средняя стоимость его составляет около ста долларов, а состоит он из:
- нагревательного элемента;
- тефлоновых насадок разных размеров;
- ножниц для резки полипропиленовых труб;
- болтов, которыми крепятся на нагревательном элементе насадки;
- уровня;
- подставки для нагревательного элемента;
- шестигранника для закрутки болтов.
В случае же, когда сварочные работы производятся от случая к случаю, более рационально взять сварочное оборудование в аренду.
Виды и назначение
Трубы из полипропилена могут быть четырех цветов — зеленые, серые, белые и черные. Отличаются характеристиками только черные — они имеют повышенную стойкость к ультрафиолету и используются при прокладке системы полива по грунту. Все остальные имеют схожие характеристики и прокладываются в помещениях или закапываются в грунт.
По назначению полипропиленовые трубы бывают следующих видов:
- Для холодной воды (температура до +45°C). Отличить их легко по продольной полосе голубого цвета.
- Для горячего водоснабжения (нагрев до +85°C). Отличительная черта — полоса красного цвета.
-
Универсальные (максимальный нагрев до +65-75°C в зависимости от производителя). Наносится две полосы рядом — голубая и красная.
Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Отображается это в маркировке:
- PN10 используются исключительно в системах холодного водоснабжения ( до +45°C) с низким давлением (до 1 МПа). Имеют небольшую толщину стенок. Для многоэтажек не подходят.
- PN16. Часто маркируются как универсальные, но чаще используют для холодной воды — выдерживают нагрев среды до +65°C и давление до 1,6 МПа.
- PN20. Толстостенные трубы, которые могут транспортировать среду с температурой до +80°С, выдерживают давление до 2 МПа. Используются при разводке горячей воды и системы отопления.
- PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления.
Все они выпускаются разных диаметров — вплоть до 600 мм, но в квартирах и частных домах используются, в основном, размером от 16 мм до 110 мм
Обратите внимание, что указывается внутренний диаметр, так как толщина стенок может быть разной.
Этап второй. Сварка полипропиленовых труб
Для этой процедуры потребуются электрический лобзик (резка полипропилена) и специальное сварочное оборудование.
Шаг первый.
Пока аппарат разогревается, проводятся необходимые замеры, трубы размечаются и нарезаются.
Шаг второй.
Торцы изделий, которые планируется соединить между собой, тщательно зачищаются и обезжириваются.
Шаг третий.
С помощью карандаша отмечается глубина вхождения каждого изделия в гильзу. Характерно, что при этом должен оставаться минимум миллиметровый зазор, поэтому трубы не упираются в соединительную муфту фитинга.
Шаг четвертый.
ПП трубу с фитингом надеваются на гильзу в соответствии со сделанными отметками, причем нагрев всех элементов должен происходить одновременно.
Длительность нагрева зависит не только от диаметра изделий, но и от глубины сварки (об этом можно узнать из приведенной ниже таблицы).
Шаг пятый.
По истечении определенного срока изделия снимаются и соединяются, с незначительным усилием насаживаясь друг на друга. Запрещено при этом поворачивать элементы по осевой линии.
Шаг шестой.
На протяжении нескольких секунд после соединения выполняется первичная корректировка, далее элементы окончательно фиксируются.
Если в месте соединения не осталось никаких зазоров, то его (соединение) можно считать качественным.
Изготовление сварочного аппарата
Ввиду того что более-менее хороший стоит свыше тысячи рублей, дешевле взять его в аренду или сделать самому. Если было выбрано последнее, то для работы следует подготовить:

Последовательнос ть действий должна быть следующей.
Шаг первый.
С целью улучшения теплопередачи подошва утюга обрабатывается термальной пастой, затем фиксируется тефлоновая гильза. Расположение последней определяется заранее – широкой частью вверх или вниз.
Шаг второй.
Спиливается острый «носик» для более удобной работы возле стен.
Шаг третий.
Нагрев утюга проводится до тех пор, пока устройство не выключится во второй раз.
Шаг четвертый.
Хорошо, если утюг оборудован термодатчиком – это позволит с точностью определить температуру нагрева. Но есть и более простой способ – посредством свинца. Этот металл плавится при 230ᵒС и выше, что примерно совпадает с требуемой для сварки температурой.
Дальнейшая технология идентична описанной выше.
Требуемые инструменты
Фитинги;
Сами полипропиленовые трубы;
Специальный аппарат для сварки таких труб;
Сварочный аппарат
Ножовка для их резки, специальный резак часто продается в комплекте со сварочным аппаратом, при больших объемах работ можно использовать кольцевой резчик или специальные ножницы;
Обезжириватель (этиловый или изобутиловый спирт); ацетон в данном случае применять запрещено, так как он способен размягчать пластик;
Фаскосниматель: его внутренняя часть напоминает точилку для карандашей, однако, так как фаска должна сниматься ровно, ножи расположены под другим углом; заменить фаскосниматель можно обычным напильником и ножом;
Фаскосниматель для пластиковых труб
Шейвер: инструмент для снятия армированного слоя (если наши трубы имеют слой армирования).
Шейвер
Совет.
Трубы, подходящие близко к котлу отопления (на расстояние ближе полуметра), должны быть изготовлены только из металла. С полипропиленом их соединяют с помощью переходников со сварного соединения на резьбовое.
Работа с трубами из полипропилена
Сегодняшняя система монтажа труб из полипропилена включает в себя все необходимые элементы для соединения труб всевозможных размеров, обводы, арматуру, крепления и включения. Процесс сборки достаточно прост и при наличии необходимых навыков происходит быстро.
Комплект элементов можно подобрать так, как вам хочется, так что в результате получится совершенно уникальная система. Сложность и комплектация зависит только от предпочтений и пожеланий заказчика, то есть вас. Единственной особенностью, которую некоторые относят к недостаткам полипропилена, является сварной метод соединения. После сварки уже невозможно разъединить трубы и исправить ошибку. Поэтому нужно заранее все продумать и постараться избежать неточностей в действиях.
Если разбить процесс сварки труб на отдельные шаги, то он будет выглядеть следующим образом:
- Паяльником для полипропилена необходимо нагреть обе детали, которые вы хотите прикрепить друг к другу.
- После надо соединить нагретые детали;
- Через небольшой промежуток времени вынуть из аппарата уже скрепленные между собой элементы.
Сварка обеспечивает элементам настолько прочное соединение, что разъединить детали, не сломав их, практически невозможно. Вот почему полипропиленовые трубы считаются качественными, долговечными и способны выдерживать практически любое давление.
Основные этапы работы
1. Берем трубу нужного размера.
2. Очищаем ее края от заусенец, образованных при резке, напильником или фаскоснимателем.
3. Карандашом отмечаем на конце трубы (см. фото), какой участок нам необходимо расплавить, то есть намечаем то место, куда будет надеваться фитинг.
Намечаем карандашом место спайки
4. Обрабатываем трубу и фитинг обезжиривающим составом.
5. Прочно фиксируем к столу сварочный аппарат.
6. В его комплект входят насадки разного диаметра. Берем требуемые насадки (одну для фитинга и одну для трубы) и крепим их с двух сторон аппарата.
7. Выставляем температуру 260°.
8. Как только лампочки погасли (это означает, что аппарат достаточно нагрелся), можно приступать к работе. Среднее время его нагревания 2-3 минуты.
9. Надеваем на горячие насадки (их две) фитинг и трубу до карандашной отметки. Слишком давить на свариваемые части или вращать их не следует.
Стыковой сварочный аппарат. Фитинг и труба надеваются на горячие насадки
10. Отсчитываем положенное количество времени. Время нагрева всегда указывается в инструкции. К примеру, для 25-миллиметровой трубы оно ровно 7 секундам).
Время нагревания аппарата зависит от диаметра трубы
11. Быстро и аккуратно снимаем нагретые детали, чуть придерживая сварочный аппарат.
12. Соединяем их друг с другом. Излишнее давление на них или вращение также недопустимы.
13. Ждем несколько секунд.
14. Если мы сделали все правильно, получаем идеально ровное однородное соединение.
Армированный слой на отрезке соединения следует удалять обязательно, в противном случае соединение будет неоднородным и непрочным;
При покупке аппарата не обязательно тратить лишние деньги и приобретать модель с терморегулятором, ведь нам потребуется один-единственный температурный режим в 260°С; использование других режимов может привести к некачественному соединению;
Вода по трубам должна проходить свободно; чтобы в месте спайки не образовалось препятствие в виде застывшего пластика, не следует при соединении слишком давить на расплавленные детали; однако слабое давление тоже недопустимо – длины соединения для надежного крепления будет недостаточно; это может привести к образованию завихрения и падения давления в системе;
Основное правило такой пайки: первым на насадку надевается фитинг, а лишь затем труба; отсчет времени начинается тогда, когда обе детали окажутся на аппарате;
Полипропилен схватывается за 4-8 секунд, но сразу отпускать его не стоит – чтобы он окончательно застыл, выждать необходимо 20-30 секунд;
Детали при остывании должны быть неподвижными, малейший сдвиг может нарушить герметичность соединения; поэтому до начала пайки лучше подготовить специальные струбцины для их фиксации; сделать их можно из любого бруска дерева или прочной проволоки;
Охлаждение полученного узла водой или струей холодного воздуха запрещено – соединение будет непрочным;
Не стоит разогревать трубу и фитинг больше положенного времени – полипропилен будет деформироваться; при меньшем количество времени для нагрева соединение деталей будет затруднено;
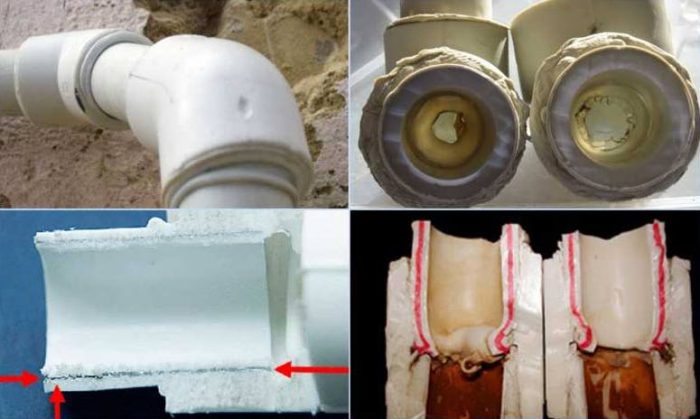
При правильной сварке часть пластика должна образовать небольшой наплыв на муфту;
Проверить качество своей работы можно, разрезав пополам соединенный участок; вы должны увидеть в месте стыка ровное монолитное соединение без деформаций и пустот.
Канализационная система из ПП труб
Как уже отмечалось ранее, трубы из полипропилена сегодня активно используются при обустройстве . Процедура монтажа в данном случае имеет свои нюансы.
Внутренняя канализация
Существует ряд правил, которые нужно соблюдать при оборудовании канализации в доме.
- Трубопровод укладывается под наклоном в направлении канализационного стояка (около 3 см на погонный метр).
- Если помещение не отапливается, то трубы дополнительно утепляются минеральной ватой.
- Нельзя выполнять резкие повороты под углом в 90ᵒ, вместо этого используются так называемые полуотводы.
- Вентиляция фанового типа – обязательная составляющая канализации, которая предотвратит проникновение неприятного запаха в жилище.
- Унитаз подключается лишь после раковины, в противном случае произойдет срыв водяного затвора.
Наружная канализация
Шаг первый.
Определяется диаметр труб, зависящий преимущественно от количества людей, проживающих в доме.
Шаг второй.
От стояка канализации роется траншея к септику или выгребной яме. При этом соблюдается уклон, зависящий от линии промерзания почвы, или трубопровод утепляется минватой.
Шаг третий.
Дно покрывается «подушкой» из песка. Ее толщина должна составлять минимум 20 см.
Шаг четвертый.
Прокладывается трубопровод
Важно избегать возможных его провисаний, иначе соединения в скором времени разрушаться.. Горизонтальное бурение траншеи для трубопровода выполняется при помощи специального оборудования с домкратами-насос ами нажимного действия
Бурение происходит с помощью стального конусообразного наконечника. Подобная технология используется при строительстве:
Горизонтальное бурение траншеи для трубопровода выполняется при помощи специального оборудования с домкратами-насос ами нажимного действия. Бурение происходит с помощью стального конусообразного наконечника. Подобная технология используется при строительстве:
- авто- и Ж/Д дорог;
- трубопроводов в подвалы;
- магистралей к рабочим колодцам.
Монтаж ПП трубопровода своими руками поможет существенно сэкономить, но лишь при условии грамотного выполнения.
Изделия из полипропилена используют, как правило, при создании дренажных и оросительных систем, а также при прокладке водопровода или обустройстве системы отопления. Полипропилен относится к классу полиолефинов, а это означает, что вся изготовленная из данного материала продукция отличается высокой степенью экологической безопасности.
Кроме того, водоотводы из полипропилена способны прослужить очень долго, при этом затраты на их эксплуатацию будут минимальными. Однако работая с такими изделиями необходимо знать, как сваривать полипропиленовые трубы таким образом, чтобы избежать их деформации
и предупредить появление течи.
Сварка своими руками
Работу следует выполнять в помещении с хорошей вентиляцией. Полипропилен при нагревании способен выделять токсичные вещества, а они могут причинить вред здоровью, вызывая отравления.
Поэтапная инструкция по сварке:
- Сначала на паяльник устанавливают необходимую насадку правильного размера;
- Для плавления полипропилена должна быть достигнута температура в 260 градусов;
- Подготавливают детали для соединения, проводят их очистку и правильное размещение;
- Затем запускается в работу паяльник;
- Необходимо выждать необходимое время для нагревания, а об этом сигнализирует зеленый окрас датчика.
 При пайке аппарат лучше ставить таким образом, чтобы он устойчиво стоял
При пайке аппарат лучше ставить таким образом, чтобы он устойчиво стоял
Затем труба и фитинг одновременно надеваются на болванку и паяльный инструмент. Труба вставляется внутрь болванки. Фитинг размещается на внешней стороне. Он засовывается до упора, а труба — до готовой отметки. Главное — правильно выдержать время.
Если инструмент прогреется плохо, то и уровень диффузии будет небольшой, а это нарушит качество сплава. А большая температура приведет к перегреву деталей. Оптимальное время зависит от диаметра трубы и фитингов.
После нагревания важно сразу выполнить стыковку. Главное правило процедуры – соблюдение сносности
Первые несколько секунд позволяют провести коррекцию, но делать повороты запрещается. При этом требуется не спешить и не тянуть, придерживаясь золотой середины.
Этап третий. Монтаж трубопровода
При прокладке магистрали понадобятся:
- трубы;
- тройники;
- шаровые краны;
- заглушки;
- переходники;
- отводы;
- муфты;
- разъемные соединительные элементы;
- резьбовые фитинги;
- пластиковые хомуты.
В первую очередь проводится монтаж основных элементов системы (сантехники, радиаторов, котлов и проч.), после чего в соответствии с составленным проектом размечается будущая магистраль. Элементы трубопровода соединяются между собой с помощью муфт.
Если речь идет об отоплении или горячем водоснабжении, то учитывается термальное расширение. Для компенсации последнего желательно использовать подвижные соединения. При монтаже закрытого трубопровода вначале штробируются стены (в соответствующих местах проделывается канавка шириной в два диаметра трубы).
Заполнение трубопровода жидкостью допустимо лишь по истечении одного часа с окончания монтажа. Гидравлическое испытание можно проводить только через сутки.
Почему полипропилен
Сегодня производители труб предоставляют огромный ассортимент продукции для прокладки водопровода, канализации или монтажа систем отопительных. Можно приобрести металлопластиковые, металлические, или полипропиленовые трубы. Сегодня все большее количество потребителей предпочитают выбирать полипропиленовые трубы, которые имеют массу преимуществ:
- не подвергаются коррозии;
- просты в установке;
- не требуют постоянного ремонта;
- долговечны и надежны в эксплуатации;
- могут быть проложены внутри стены или пола;
- стоят существенно дешевле, чем металлические трубы.
Полипропиленовые трубы можно использовать для установки систем отопления, для водопроводных труб и для канализации.
Какие трубы подойдут именно вам
Чтобы выбрать полипропиленовые трубы необходимо знать:
- условия, в которых трубы будут эксплуатироваться;
- давление жидкости в системе и ее температуру;
- необходимую пропускную способность изделия, которая определяет рабочий диаметр.
Полипропиленовые трубы имеют специальную маркировку, зависящую от назначения изделия.
- PPH
– вентиляция, холодное водоснабжение. - PPB
– системы холодного водоснабжения, отопление. - PPR
– системы горячего и холодного водоснабжения, отопление.
Трубы с маркировкой PPR
– универсальны. Поэтому наиболее востребованы. Они имеют высокую устойчивость как к высоким, так и к отрицательным температурам.
Этап первый. Составление проекта
Монтажные работы следует начать с составления проекта будущей магистрали. Важным критерием при этом является эргономичность, вследствие чего число поворотов и соединительных элементов должно быть минимальным.

При обустройстве отопительной системы особенно важен грамотно составленный проект, в котором следует указать месторасположени е таких элементов, как:
- муфты;
- переходники;
- крепежи;
- уголки;
- отопительное оборудование.
Магистраль подсоединяется к радиаторам одно- или двухтрубным способом, сбоку или снизу.

Водопроводная разводка
Здесь магистраль подключается к централизованной системе с целью водоснабжения необходимых сантехнических приборов – унитаза, раковин, бойлера и проч. Существует два способа выполнения разводки.
Способ №1.
Открытый вариант. Горизонтальные трубы устанавливаются несколько выше уровня пола, а вертикальные – исключительно по углам. Все это позволяет сделать трубопровод менее заметным.
Способ №2.
Закрытый вариант. Крайне сложен в выполнении, поскольку подразумевает предварительное проведение максимально точных расчетов. Трубы (обязательно цельные) замуровываются в стены, а к каждому стыку должен быть свободный доступ.

Кроме того, разводка водопровода может быть:
- последовательног о типа (самый бюджетный и простой в выполнении вариант);
- коллекторного типа (при подаче воды применяется коллектор);
- с проходными розетками (мало популярен).
Этапы работ процесс сварки
Отмерив необходимую длину трубы, делают на ней метку маркером. Труборезом или ножницами обрезают изделие под углом 90º к оси. Инструмент должен быть достаточно острым, чтобы труба не деформировалась.
Трубу обрезают под углом 90º к оси
Край армированного изделия необходимо зачистить, избавившись от верхнего слоя и фольги. Без этого этапа алюминиевая фольга, входящая в состав труб, в процессе эксплуатации будет соприкасаться с жидкостью. В итоге коррозия армированного слоя приведет к нарушению целостности шва. Такое соединение со временем даст течь.
Край армированных труб зачищают
Для неармированных изделий на конце трубы обозначают глубину сварки, ориентируясь на длину муфты фитинга. Еще одним важным моментом подготовки труб к сварке является обезжиривание поверхности. Обработка места соединения спиртом обеспечит более надежный контакт деталей.
Подготовка сварочного аппарата
Перед тем как сварить пластиковые трубы, необходимо подготовить сварочный аппарат. Ручной прибор закрепляют на ровной поверхности. Детали аппарата должны быть чистыми и без дефектов. Очищают их при помощи материи смоченной спиртом. Нагревательные элементы надевают при выключенном инструменте. Для оплавления фитинга используют дорн, для оплавления трубы – гильзу.
Время нагрева деталей для сварки определяют по таблице
Затем аппарат включают в сеть. При этом должны загореться индикаторы, находящиеся на корпусе агрегата. Один из них сигнализирует о том, что прибор подключен к сети. Второй, после достижения необходимой температуры нагрева, должен погаснуть. После того, как погаснет индикатор, желательно чтобы прошло минут пять и только тогда начинать процесс сварки. Это время зависит от окружающей температуры и длится от 10 минут до получаса.
Из чего состоит процесс сварки?
После нагревания аппарата насадить фитинг на дорн, а трубу вставить в гильзу. Делается это одновременно и с небольшим усилием.
После нагревания аппарата насадить фитинг на дорн, а трубу вставить в гильзу
Чтобы знать, как правильно сваривать полипропиленовые трубы, необходимо учитывать время нагрева. Правильный период позволит деталям разогреться до необходимой температуры и при этом не расплавиться. Он зависит от диаметра трубы.
Через необходимый промежуток времени детали снимают с аппарата и соединяют. При этом труба должна войти в фитинг строго до отметки. Во время этого процесса запрещается поворачивать детали по оси.
В процессе соединения деталей запрещается поворот изделий по оси
После соединения деталей не допускается механического воздействия на шов до его полного остывания. При соблюдении технологии, в итоге должен получиться прочный и герметичный шов.
В статье даны необходимые рекомендации о том, как правильно сваривать трубы, с подробным описанием каждого этапа. Применив на практике эти советы можно самостоятельно провести трубопровод для водоснабжения или отопления. Главное правильно выбрать трубы и соблюдать технологию процесса. Только тогда полипропиленовый трубопровод будет служить долго и бесперебойно.
В современных системах водоснабжения и отопления чугун давно уже не используется. Ему на смену пришел легкий, удобный в монтаже и не подверженный коррозии пластик. Сегодня мы расскажем о сварке полипропиленовых труб своими руками для начинающих – основных этапах этого процесса и его тонкостях.
Почему полипропилен для сварки лучше, чем металл
Разнообразные колена и фитинги, а также профильные и круглые отводы из полипропилена пользуются заслуженной популярностью, поскольку:
- Образуют после правильно проведенной сварки монолитные детали, которые способны прослужить более пятидесяти лет.
- В процессе эксплуатации не снижают своей пропускной способности.
- Обладают очень высокой устойчивостью к различной бытовой химии.
- Стоимость таких изделий в несколько раз ниже стоимости аналогичной продукции, произведенной из металла.
Кроме того, если изделие подобрано правильно и сварка произведена качественно, то можно сказать, что полипропиленовые трубы во многих случаях являются просто идеальным элементом соответствующей системы в том числе и .
Источник: mr-build.ru
Особенности монтажа труб из полиэтилена
Монтаж трубопроводов из полиэтилена осуществляют с использованием сварки или фитингов. Только в одном случае соединения получаются разборными — при сборке на обжимных фитингах. Их прочность достаточна, чтобы выдерживать нагрузки индивидуального водяного отопления, но не рассчитана на промышленное давление или гидроудары центрального водоснабжения.
Сварные соединения полиэтиленовых труб обладают большей прочностью, однако монтаж требует специального оборудования и некоторых навыков.
Способы сварки полиэтиленовых труб
Сварные соединения на полиэтиленовых трубопроводах можно получить несколькими способами:
- Раструбный метод с использованием фитингов.
- Сварка встык. Требуется специальное оборудование. Метод является наиболее применяемым при монтаже полиэтиленовых труб диаметром более 110 мм.
- Сварка экструдером. Удобно использовать для изменения направления трубопровода без дополнительных фитингов.
- Электросварка с использованием специальных фитингов.
Все перечисленные способы сварки полиэтиленовой трубы основаны на молекулярной диффузии (взаимное проникновение, смешивание) полимера при нагревании его до температуры плавления. Отсюда название методов – диффузионные.
Обратите внимание! Для качественного соединения требуются детали из одного производителя! Только это может гарантировать полную идентичность соединяемых полимеров.
Раструбный метод
Выполняется раструбная сварка полиэтиленовых труб с использованием специальных соединительных фитингов.
Инструменты для сварочных работ:
- труборез;
- фаскосниматель;
- калибратор;
- сварочный аппарат с регулируемым нагревом для полимерных материалов;
- набор соответствующих насадок для нагревания трубы и фитинга.
Обратите внимание! Если работы проводят при минусовой температуре, то время нагрева соединяемых элементов увеличивают на 1-2 секунды от норматива.
Сварка в раструб выполняется следующим образом:
- Трубу нарезают на необходимые сегменты.
- Край, который планируют соединять, обрабатывают фаскоснимателем до получения непрерывной стружки, равной по длине двум окружностям.
- Калибруют до получения идеальной окружности.
- Протирают детали и обезжиривают.
- Закрепляют сварочный аппарат на устойчивую подставку и нагревают. Температуру регулируют при помощи штрих кода фитинга. Если аппарат не оснащен подобной функцией, то температуру нагрева выставляют в 210 градусов. Когда сварочник нагреется до заданной температуры, на нем загорится индикатор.
- Одновременно на насадки электросварочного аппарата надевают трубу, соединительную муфту и нагревают.
- Снимают разогретые детали и соединяют физическим усилием.
- Фиксируют неподвижно до остывания.
Обратите внимание! Сварочное соединение враструб для полиэтиленовых материалов используют на трубопроводах с небольшим диаметром и толщиной стенки до 5 мм.
Этот метод в частном строительстве не находит большого распространения, так как затратен, требует специального оборудования. Соединение на пресс-фитингах проще и достаточно надежно для индивидуальных водопроводных или отопительных коммуникаций.
Сварка встык
Соединение встык проводят для деталей, толщина стенки которых более 5 мм Работы проводят чаще всего на магистральных трубопроводах. Оборудование для такой сварки кардинально отличается от сварки в раструб.
Для сварочных соединений методом «встык» потребуется следующее оборудование:
- Центратор – устройство для неподвижного, соосного закрепления соединяемых концов труб. Имеет два неподвижных и два передвигающихся зажима.
- Торцеватель – инструмент для обработки среза. Подготовленные срезы должны соприкасаться друг с другом полностью. Допустимый зазор составляет не более 0,5 мм, для трубопроводов большого диаметра это расстояние допустимо увеличить до 0,7 мм. Если зазор при примерке больше, то трубы вновь следует обработать.
- Сварочный аппарат для торцевой сварки. Он представляет собой нагревательную пластину, покрытую тефлоном.
- Специальный привод, который сближает и соединяет оплавленные концы трубопровода. Есть гидравлические или механические разновидности.
- Редукционные вкладыши, которые противодействуют деформации мягкой полиэтиленовой трубы.
- Блок управления, если процесс автоматизирован.
Сварку проводят в автоматическом режиме. Алгоритм операций следующий:
- концы трубопровода закрепляют в центровочной станине;
- снимают фаску и зачищают (операция выполняется одновременно);
- соединяемые концы одновременно нагревают специальным сварочным «зеркалом», глубина расплавления материала около 2 мм;
- удерживают под давлением до остывания.
В результате манипуляций должно получиться герметичное соединение с внешним наплавленным валом.
Обратите внимание! Отход от технологии грозит перегревом материала и образованием внутреннего наплыва. Это уменьшает проходимость трубопровода и считается браком в работе.
Сварка встык является недорогой (при наличии собственного оборудования) и повсеместно используется при монтаже централизованных магистралей. Для прокладки индивидуальных коммуникаций оборудование можно взять напрокат.
Сварка экструдером
Сварка с использованием экструдера (специальный инструмент для расплавления гранулированного полимера) применяется в промышленном строительстве для монтажа криволинейных трубопроводов. Это удешевляет работы, поскольку не требует соединительных фитингов.
Соединение полиэтиленовых труб экструдером схематично выглядит так:
- Трубы обрезают под необходимым углом, очищают от стружки и заусенец.
- Ветошью стирают грязь с места среза, обезжиривают раствором на спиртовой основе.
- Вручную сводят срезы встык и фиксируют в необходимом положении точечной сваркой – прихватывают.
- Тщательно проваривают шов экструдером.
Обратите внимание! Экструдер расплавляет органический полимер, что в результате может выглядеть не слишком аккуратно. Не следует трогать мягкую пластмассу руками. Следует дать ей остыть, после чего можно ножом и наждачной бумагой зачистить полученный шов.
Сварка электросварными фитингами
Монтаж при помощи электросварных фитингов требует закупки дорогостоящих комплектующих. Для работы потребуется особый сварочный аппарат без нагревающегося сегмента.
Электросварные фитинги – это детали для соединения труб из полимерных материалов, внутрь которых вмонтированы нагревательные элементы для расплавления внешней части трубы и внутренней части фитинга. Результатом является сплавление составляющих в одно целое. Для подключения к сварочному аппарату на детали есть готовые контакты.
По технологии выполнения работ монтаж трубопровода на электросварных фитингах является самым простым. Достаточно вставить концы соединяемых труб в фитинг и подсоединить его к сварочному аппарату. Процесс нагрева, расплавления материала трубы и муфты является автоматическим. Для этого на каждой детали имеется особый штрих код с информацией о температуре и времени нагрева.
Недостаток у этого метода соединения полиэтиленовых труб один – его дороговизна.
Рекомендации для проведения качественной сварки
Для того чтобы качественно сварить полиэтиленовый трубопровод недостаточно хорошего оборудования и навыков работы с полимерами. Ошибки могут быть уже на этапе закупки материалов.
Для качественной сварки полиэтиленового трубопровода следует придерживаться следующих правил:
- Трубы, фитинги следует приобретать от одного производителя. Лучше если это будут заводские материалы уже известных производителей. Расхождение в производителе чревато несовпадением диаметров труб, неоднородностью органического полимера. Несмотря на то, что полиэтилен получают одинаковыми способами, разнородность материала может быть даже у разных партий одного производителя.
- Трубы и фитинги от разных брендов могут иметь расхождение во времени нагрева. Перегрев одного из элементов оплавит деталь и сделает соединение бракованным.
- Чистота при проведении работ очень важна. Попадание в место сварочного стыка пыли, взвешенных частиц, песка или следов масляных элементов сделает соединение неспособным выносить нагрузки.
- Обязательно соблюдение полной неподвижности свариваемых деталей до их полного остывания.
Источник: InfoTruby.ru
Виды труб из пропилена

Прежде чем переходить к вопросу, как сваривать полипропиленовые трубы, надо поближе познакомиться с этими изделиями. Они бывают четырех цветов: в продаже можно найти белые, зеленые, серые и черные изделия. Последняя разновидность отличается максимальной стойкостью к ультрафиолету, поскольку используется при создании системы полива. Остальные материалы имеют схожие характеристики: используют их для прокладки коммуникаций внутри дома или вне его.
Предназначение
Если говорить о классификации их по назначению, то все полипропиленовые трубы можно разделить на три вида:
- конструкции, предназначенные для холодной воды (максимум 45°), на них есть продольная полоса голубого цвета;
- трубы, используемые для горячего водоснабжения (до 85°), их можно узнать по красной полоске;
- изделия универсальные (65-75°), на них нанесено сразу две метки — голубая и красная.
Полипропиленовые трубы для ХВС и ГВС отличаются характеристиками по степени надежности.
Маркировка

PN — аббревиатура, указывающая на рабочее (максимальное) давление, с которым пластиковые трубы могут работать 50 лет при температуре 20°. Таких изделий есть 4 вида.
- PN10. Их используют только для холодного водоснабжения в системах, где давление воды не превышает 1 МПа (10 атмосфер). Стенки их не отличаются большой толщиной, поэтому для многоэтажных домов, где нередки разные ЧП c ХВС, они совсем не подходят.
- PN16. Этот вид чаще является универсальным, однако из-за не слишком впечатляющей температуры (средняя t — 65°), а также небольшого давления (1,6 МПа, 16 атм) их тоже предпочитают устанавливать исключительно на холодную воду.
- PN20. Такие полипропиленовые трубы уже имеют толстые стенки, они выдерживают температуру до 75-80°, давление — до 2 МПа (20 атм). Из-за большей надежности их рекомендуют выбирать для монтажа системы отопления, для проводки горячей воды.
- PN25. Эти полипропиленовые изделия можно назвать совершенными, самыми надежными. Из-за армирования стекловолокном или фольгой они нередко не такие толстые, как ближайшие «соперники», однако способны выдержать 90-95° и 2,5 МПа (25 атм).

Последний вид — идеальный кандидат: как для отопительных систем, так и для ГВС.
Полипропиленовые трубы выпускают различных диаметров (20-110 мм), однако для частных домов и квартир обычно приобретают изделия, имеющие размеры 20, 25 мм, реже — 32 мм. Это внутренний диаметр, в то время как толщина их стенок может очень сильно отличаться.
Сварка полипропиленовых труб: что это?
Самая важное свойство полипропилена — повышенная жесткость, невозможность изгиба. Благодаря данному качеству они и завоевали популярность. По этой причине для систем с различной конфигурацией промышленность выпускает широчайший ассортимент таких же фитингов. Это муфты, обходы, переходники, тройники, уголки и пр.
Главное условие для успеха операции — совпадение параметров (диаметра, толщины стенок) соединяемых элементов. С трубами эти фитинги соединяют с помощью пайки, или сварки. Оба элемента разогревают до температуры плавления и быстро, в горячем состоянии, состыковывают. Через 5-10 секунд их оставляют охлаждаться. В результате несложных действий получается абсолютно герметичное соединение.

При сварке используется диффузия материала, из-за которой происходит реполимеризация — процесс, при котором обе детали превращаются в одно целое, в монолит. На температуру нагрева влияет диаметр и толщина стенок стыкуемых деталей, а также материал, из которого сделан армирующий слой. Чтобы была возможность соединить полипропилен с металлом, выпускают комбинированные фитинги. Одна их часть металлическая, имеющая резьбу, другая сделана из полимера.
Оборудование для сварки полипропилена
Любые ремонтные работы подразумевают наличие специального оборудования и набора подходящих инструментов. Сварка полипропилена не исключение.
Главное действующее «лицо»

Для этой операции необходимо специальные приспособления. Некоторые называют их паяльниками, другие сварочными аппаратами. Это металлическая платформа, внутри нее располагается электрическая спираль, которая разогревает поверхность. Из-за схожести с известным бытовым прибором это устройство получило еще одно название — утюг. В комплект паяльника входят насадки, имеющие стандартные размеры (20, 25, 40).
Таких конструкций существует несколько, но основные модели две. Одна из них имеет плоскую платформу, похожую на подошву утюга. Другое приспособление — цилиндрический нагреватель. Эффективны оба вида оборудования. Выбор прибора зависит от того, какой из них будет (кажется) удобнее в работе конкретному мастеру. Поскольку цену такого паяльника вряд ли можно назвать демократичной, а необходим он время от времени, его лучше брать в аренду на несколько дней.
Для стыковки двух элементов поверхности для сращивания нагревают до температуры, подходящей для плавления полипропилена (260°). Для равномерного и одновременного нагрева деталей используют две насадки с тефлоновым покрытием, их устанавливают на металлическую платформу:
- гильзой называется элемент для нагрева наружной поверхности;
- дорн, имеющий меньший диаметр, позволяет нагреть внутреннюю поверхность.
Оба соединяемых элемента одновременно надевают на установленные насадки, потом их выдерживают определенный срок, и соединяют. Это и есть ответ на вопрос о том, как сваривать полипропиленовые трубы. Но в любой работе есть свои нюансы. Например, оптимальное решение — покупка всех изделий одного производителя, так как пропилен разных фирм имеет различный состав. Разница невелика, однако при сварке она обязательно отразится на качестве шва.
Другие инструменты для труб

Чтобы выполнить нарезку труб качественно, лучше найти или купить идеальное, максимально удобное приспособление — труборез, аккумуляторный или роликовый. Этот инструмент — гарантия гладкого, ровного среза. Однако если его в хозяйстве нет, а трата денег не кажется заманчивой перспективой, то его можно заменить ножницами для резки пластиковых труб.
Варианты похуже — электролобзик, ножовка по металлу, либо почти незаменимая болгарка (с диском 1 мм). Большой минус использования любой альтернативы — срез с «красивой» бахромой. Избавиться от нее довольно легко: сделать это можно с помощью наждачной бумаги либо тонкого ножа.
Если куплены полипропиленовые трубы, армированные фольгой снаружи, то понадобится еще один инструмент — шейвер. Или торцеватель, он предназначен для удаления внутреннего армирующего слоя. Еще для подготовки к сварке потребуется карандаш или маркер, рулетка и угольник.

Как сваривать полипропиленовые трубы?
Пред началом работ надо заняться обрезкой труб, потом подготовить к сварке оборудование.
Разрезание труб
Первое, но не единственное, условие — качественный срез, поэтому лучше все-таки «разориться» и купить свой труборез, так как он в хозяйстве пригодится. Разрез должен быть строго вертикальным, иначе шов получится неидеальным.
Если трубы армированы фольгой, то после подготовки срез надо зачистить от «чужого» материала. Конец трубы вставляют в шейвер/торцеватель, затем ее/его несколько раз проворачивают. Таким способом снимают верхний или средний слой полипропилена вместе с «досадной помехой».
Второе обязательное требование — чистота соединяемых элементов. Фитинги и срезы тщательно обезжиривают спиртом, ацетоном или раствором моющего средства. Потом изделия сушат, на узких элементах карандашом или маркером делают метку — расстояние, на которое будет необходимо вдавить трубу в фитинг. После этого можно заняться оборудованием.
Подготовка паяльника

Сначала на нем фиксируют насадки такого же диаметра, как у соединяемых деталей. Подготовка зависит от вида оборудования.
- В платформу утюга вставляют шпильку, на которую с противоположных сторон надевают гильзу и дорн. Обе насадки затягивают гайками.
- В паяльнике-трубке насадки уже закреплены на пластине, поэтому ее надевают на сварочный аппарат, потом затягивают крепежный болт.
После фиксации насадок на терморегуляторе выставляют требуемую температуру (260°), затем включают прибор в сеть. При достижении нужного значения умное устройство подаст световой (на некоторых моделях звуковой) сигнал. Он означает, что можно приступать к работе.
Сварка ПП труб по этапам

Технология довольно проста, однако все без исключения советуют приобрести большее количество материала для тренировки, так как существует большой риск «первого блина комом». Получив даже минимальные навыки, его можно минимизировать, а грубых ошибок легко и вовсе избежать.
- После нагрева оборудования сначала в гильзу вставляют фитинг, поскольку у этих деталей чуть большая толщина стенок. Затем с минимальной задержкой в дорн помещают трубу. Однако оптимально действовать более оперативно: «с двух рук» одновременно.
- Элементы выдерживают в оборудовании определенное количество времени, потом быстро снимают с насадок и соединяют, вдавливая трубу точно до нарисованной отметки. Прокручивания исключены, но есть возможность быстро выровнять соединение по горизонтали.
- После стыковки нажим не ослабляют несколько секунд. По истечении этого времени элементы оставляют (откладывают в сторону) для остывания. Затем переходят к обработке следующей пары элементов.

Перед тем как заняться новым соединением, всегда проверяют насадки. На них не должно быть никаких остатков полипропилена. Удаляют их белой безворсовой тканью, так как оставленный пластик приведет к прилипанию следующего элемента. Царапины на тефлоновом покрытии появляются достаточно легко, поэтому для его очистки не рекомендуют использовать острые инструменты или абразивы.
Продолжительность нагрева, время охлаждения
Тема «Как сваривать полипропиленовые трубы» на этом не заканчивается, так как простейшая (на первый взгляд) операция имеет большое количество «подводных камней». Если не ориентироваться на цифры, то полной полимеризации стыкуемых элементов добиться не получится. По этой причине любому мастеру необходимо иметь при себе следующую таблицу:
Недостаточный нагрев не даст возможности обеспечить максимально надежное соединение. Поговорка «лучше перебдеть, чем недобдеть» в этом случае тоже не работает: долгое прогревание закончится тем, что полимер попросту потечет. Детали неминуемо деформируются. Самым серьезным последствием станет уменьшение внутреннего диаметра на этих участках водопровода. Причина — выступы на сварных швах.
Ошибки при работе с полипропиленовыми трубами
К любому начинающему мастеру опыт приходит вместе с ошибками. Трудно их избежать и при «общении» с полипропиленовыми изделиями. С самыми частыми из них лучше познакомиться еще до перехода к практическим занятиям.
- Недостаточно качественное обезжиривание. Оно не в состоянии гарантировать стопроцентный результат. Жировая пленка — причина, по которой на таких участках диффузное сваривание происходит частично. Если они большие, то его может не произойти совсем.
- Неполная очистка трубы от армирующего слоя из фольги. В этом случае даже небольшой участок, где остался чужеродный материал, становится слабым звеном. Качественная пайка на нем невозможна, а результатом невнимательности будет авария — протечка водопровода.
- Некорректное нагревание элементов на оборудовании. Идеально ровное положение деталей на этом этапе обязательно. Даже минимальное смещение может повлиять на надежность, эксплуатационные характеристики любой системы.
- Неточная состыковка элементов. После их соединения идеальным будет отсутствие любых нелинейных смещений. Даже малейший поворот относительно оси негативно скажется на качестве шва. Он получится недостаточно прочным.
- Корректировка соосности после стыковки. Ее продолжительность — 1-2 секунды. Более длительное время уже повлияет на надежность соединения. Несоосность на небольших участках не будет видна, но на длинной линии она станет заметной.
- Неплотное вхождение трубы в фитинг — еще одна потенциальная (и распространенная) ошибка. Конец ее обязан входить до разметочной линии или до самого ободка, который присутствуют на некоторых пластиковых изделиях.

Еще одна потенциальная проблема — провисание длинных участков (4-5 м). Полипропиленовым трубам свойственно линейное расширение под действием высоких температур, либо при повышении давления. Чтобы избежать этого явления, используют компенсаторы. Их можно приобрести в магазине или создать своими руками. Простейшее самодельное устройство — петля, сделанная из пластиковой трубы.
При любых сомнениях в качестве шва, участок, вызывающий подозрения, лучше вырезать, а затем переделать. Своевременное устранение дефектов (в процессе монтажа) позволит избежать замены стыка в работающей системе.
Альтернативы сварке ПП труб
Прежде чем принимать окончательное решение относительно способа, лучше познакомиться с другими вариантами, так как сваривать полипропиленовые трубы совсем необязательно. Есть возможность использовать альтернативные способы. К ним относятся компрессионные фитинги и «холодная» сварка — применение надежных клеевых составов. Оба варианта отличаются легкостью работ, минимальными затратами.
Использование компрессионных фитингов
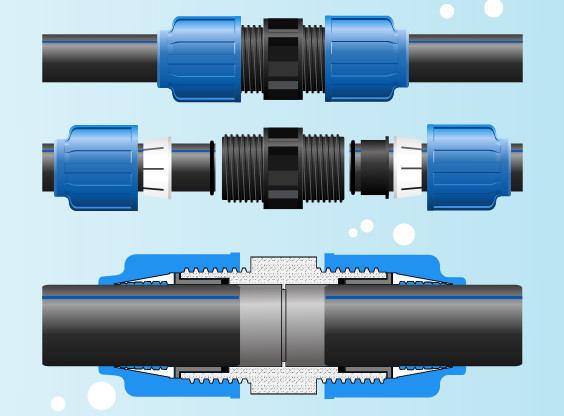
Чтобы исполнить задуманное, мастеру будут нужны такие фитинги и обжимной ключ. Первые элементы оснащаются зажимными уплотнителями-кольцами, они исполняют роль демпферов в тех случаях, когда в системе возникают ударные нагрузки. Монтаж этих элементов происходит так:
- На подготовленный конец трубы надевают синюю гайку. Белое обжимное кольцо должно быть направлено к хвостовой части элемента.
- В фитинг трубу вставляют до упора, двигая зажимное кольцо. Синюю гайку сначала закручивают вручную, затем используют обжимной ключ.
В этом случае работа проходит без промедления, так как компрессионные детали не требуют дополнительных действий, они полностью готовы к работе. Температурные показатели для процесса также не важны. Операция эта проста, она не требует особых навыков и специальных знаний.
Холодная сварка полипропилена

Это соединение элементов с помощью термоактивных клеевых составов с эпоксидной смолой: например, LN-915 или его модификации. Такой клей «умеет» растворять третью часть состыковываемых поверхностей, обеспечивая необходимую диффузию. Для защиты рук от «агрессора» лучше надеть перчатки.
- После подготовки и обезжиривания элементов на стыки наносят клей, затем их соединяют.
- Нажим выдерживают в течение 3 минут, потом тканью удаляют выступившие излишки.
- Детали размещают на ровной поверхности, оставляют как минимум на 6 часов.
Проверку на герметичность проводят только спустя сутки. Минус метода — возможность использования холодной сварки только для систем холодного водоснабжения. Перед работой надо обеспечить два условия — достаточную влажность и температуру (от 5 до 35°). Операцию необходимо проводить быстро, так как клей не должен преждевременно схватиться.
Самостоятельная работа не сможет вызвать серьезных затруднений, так как сваривать полипропиленовые трубы довольно просто. Нужно только:
- точно соблюдать технологию горячей сварки;
- следить за временем (не думать о секундах свысока);
- обеспечить правильную подготовку поверхностей;
- и корректно проводить каждый этап операции.
Предварительный «разогрев» — тренировку на обрезках труб и недорогих фитингах рекомендуют проводить все мастера, потому что она поможет понять нюансы сварки полипропилена и получить хоть какой-то опыт.
Следующее видео покажет весь процесс:
Источник: dom-i-remont.info