Настоящая инструкция по эксплуатации основывается на действующих правилах, касающихся машин и оборудования для стыковой сварки термопластов. С целью предотвращения опасных ситуаций на всех этапах эксплуатации устройства, прежде всего особое внимание уделено аспектам безопасности труда. Важно знать что инструкцию следует внимательно прочитать перед началом эксплуатации. Так же ее следует использовать во время запуска устройства и всегда держать под рукой. Соблюдение всех вышеперечисленных рекомендаций обеспечит достижение трех основных целей:
Обеспечение правильной работы машины;
Предотвращение опасности ранения оператора при работе с изделием;
Предотвращение повреждения устройства.
Важно! Прежде чем приступить к работе с устройством, необходимо тщательно ознакомиться с настоящей „Инструкцией по эксплуатации”.
Введение.
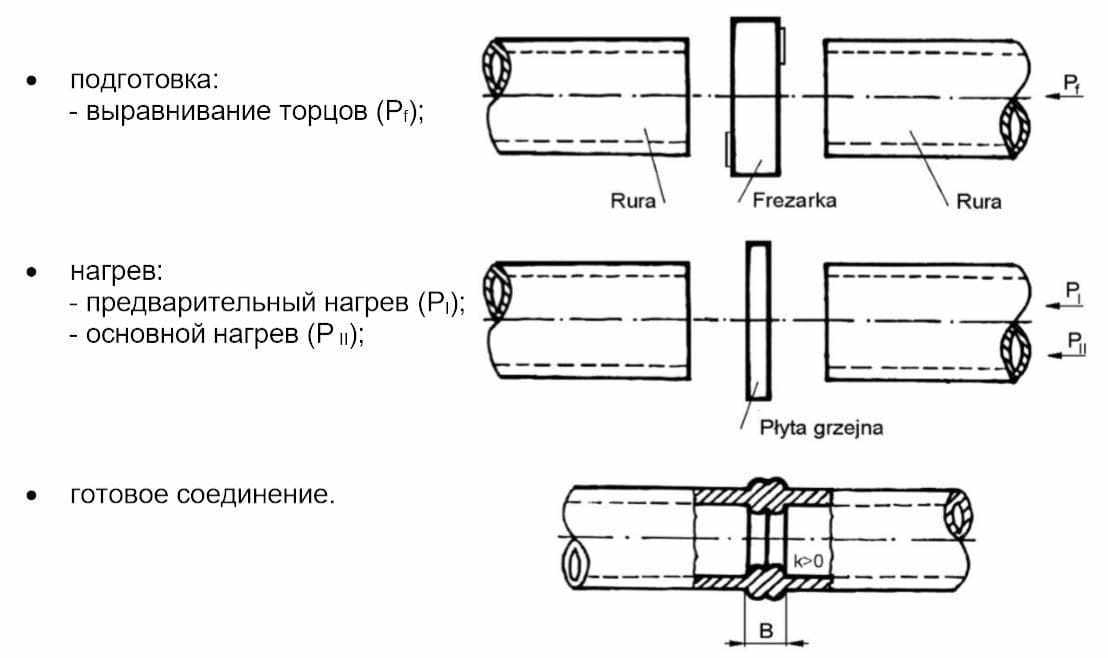
Сварка встык заключается в соединении двух торцов пластиковых труб (выполненных например из: полиэтилена ПЭ или полипропилена ПП и др.), нагретых до определенной температуры. После чего следует сжатие нагретых торцов с соответствующим усилием, без применения дополнительных соединяющих элементов. Условием правильного выполнения процесса сварки встык является контроль за состоянием параметров, таких как:
Усилие прижима (достигается путем регулирования давления в гидроагрегате);
Свариваемые элементы должны быть выполнены из одного вида материала. Более того, толщины их стенок должны соответствовать друг другу. Другими словами: соединяемые элементы должны принадлежать к одним размерной группе и классу давления.
Основные требования к процессу сварки.
Стыковая сварка должна производиться с соблюдением следующих условий:
Прежде всего, температура окружающей среды в зоне сварки должна составлять от 0 C до +40 C. При высокой влажности воздуха, ветреной или дождливой погоде, а также при низких или высоких температурах необходимо накрыть места сварки с помощью палатки (тента);
Концы свариваемых элементов (торцы труб), должны быть закупорены защитными пробками, чтобы предотвратить быстрое охлаждение нагреваемых поверхностей потоками воздуха, а также избежать возможного попадания загрязнений в зону сварки;
Положение труб следует выровнять с помощью роликовых упоров, которые облегчают перемещение труб;
Торцы свариваемых труб следует обработать перед процессом сварки. После чего не трогать их руками;
Перед каждой сваркой поверхность нагревательной плиты следует очистить и промыть соответствующим чистящим средством для тефлоновой ткани PTFE (например этанолом);
Температура нагревательной плиты должна контролироваться. Температура, установленная на регулировщике, должна иметь параметры, рекомендованные для данного свариваемого материала трубы. Информацию, касающуюся температуры сварки, должен предоставить поставщик трубы. В общем случае, для ПНД труб следует брать значение T = 210 C ± 10 C, как оптимальное для осуществления сварки встык.
Необходимо произвести оценку каждого выполненного шва, которая заключается в контроле над геометрией полученного грата по следующим критериям:
Общая ширина грата (B);
Впадина между валиками грата (k>0);
Смещение (несовпадение) кромок свариваемых элементов (a<0,1s).
class="wp-caption-text">Этапы сварки
Составление протокола.
Каждая выполненная сварка должна быть зарегистрирована в протоколе. Протокол прежде всего должен отражать действительные данные выполненной сварки, такие как:
Тип и фабричный номер сварочного аппарата;
Номер сварочного аппарата. Фамилия, Имя, Отчество исполнителя работ или код сварщика;
Дату выполнения сварки;
Атмосферные условия (например: температура окружающей среды, осадки и так далее);
Параметры свариваемых труб: диаметр и толщина стенки, тип материала;
Значения основных параметров цикла сварки таких как: давление, температура нагревательной плиты, продолжительность отдельных этапов;
Так же сварочный аппарат должен содержаться в технической исправности и чистоте. Более того, устройство должно иметь действующую оценку технического состояния, выданную сервисным отделом производителя. Срок годности нового изделия составляет один год с момента продажи. После годовой эксплуатации сварочный аппарат подлежит процедуре “калибровка изделия”, после проведения которой выдается соответствующий документ.
Краткая инструкция по эксплуатации к сварочным аппаратам типа ZHCB КРАТКАЯ ИНСТРУКЦИЯ.
Соблюдение этих условий и требований, обеспечит получение таких соединений, прочность которых отвечает критериям и требованиям стандартов качества.
Подготовка к сварке.
Перед началом работы на машине нужно проверить: правильно ли функционируют предохраняющие устройства, не заблокированы ли подвижные части, наличие видимых дефектов а так же правильную установку всех компонентов.
Важно! Надо обратить особое внимание на провода питания и электрические элементы аппарата: нагревательную плиту и торцеватель. Система питания должна иметь соответствующий предохранитель.
Для получения качественного сварного шва необходимо выполнить следующие действия:
При неблагоприятных погодных условиях установить защитную палатку над запланированным местом сварки;
После чего установить сварочный аппарат вместе с комплектующими вблизи места проведения сварки. Выберете как можно более сухое и чистое место. Если строительная площадка болотистая, то сварочный аппарат надо расположить на паллете или досках;
Подвести к месту выполнения работ источник питания 230В (+5%, -10%), 50Гц от энергосети или от генератора тока с соответствующей мощностью;
Расположить центратор в месте выполнения сварочных работ. Подготовить зажимы требуемого размера в зависимости от размера соединяемых элементов. Для этого нужно открыть зажимы и при необходимости установить соответствующие редукционные кольца. После чего закрепить зажимы с помощью крепежных винтов;
Симметрично зафиксировать элементы, предназначенные для сварки, таким образом, чтобы по отношению к краям зажимов они выступали минимум на 3 см. В случае, если установка соосности вызывает трудности, необходимо под свариваемые элементы установить подставки для труб, с помощью которых можно регулировать высоту их опоры;
Подключить главный провод питания к розетке с заземлением, используя исправный трехжильный провод (или удлинитель);
Проверить положение выключателя дифференциального тока (защищающего также от токов перегрузки), который должен находиться в положении “1”, а затем включить главный выключатель, т.е. перевести в положение “1”;
Нельзя использовать двухжильный провод питания. Обязательно применять трехжильный удлинитель.
Процесс сварки.
Процесс сварки встык ПНД, ПЭ труб можно разделить на три основных этапа:
Подготовительные операции;
Сварка;
Заключительные операции.
www.lademi.by/wp-content/uploads/2019/01/proc_svarki.jpg" data-sizes="(max-width: 1500px) 100vw, 1500px" class="aligncenter" src="/wp-content/uploads/6403e250ab0d96403e250ab114.jpg" />Описание: tw – время подготовительных операций, т.е.: фиксация труб, выравнивание, определение предварительного давления p1 и т.п.; tf – время торцевания; t1 – время предварительного нагрева до образования грата высотой h; t2 – время основного нагрева; t3 – время вывода нагревателя; t4 – время достижения давления РО; t5 – время охлаждения под давлением РО; p1 – предварительное давление; pf – давление торцевания; PI – давление предварительного нагрева; PII – давление основного нагрева; p2 – табличная величина давления свариваемой трубы; Pо= PI давление при охлаждении трубы.
Подготовительные операции
Установка начального давления (давления перемещения) p1.
Необходимо отрегулировать (установить необходимый режим работы) и измерить минимальную величину давления перемещения. Это необходимо для преодоления внутреннего сопротивления устройства, т.е. трения ведущих и цилиндров, а также внешнего сопротивления, связанного с необходимостью перемещать (тянуть) трубы. Измерение начального давления p1 следует выполнить следующим образом:
Проверить, находится ли спускной клапан в закрытом положении;
Установить сервоприводы блока крепления-соединения в центральное положение;
Отвинтить клапан DBD до такого положения, чтобы рабочее давление имело значение меньшее, чем давление перемещения;
Держа рычаг к прижиму (сервоприводы не движутся). Затем необходимо завинчивать клапан DBD до момента, пока система управления будет позволять перемещать трубы в обоих направлениях;
Прижать трубы друг к другу и в моменте контакта отсчитать на манометре величину давления. Эту величину необходимо сохранить в памяти, как p1, поскольку она будет необходима для дальнейшей работы.
Важно! Надо обратить особое внимание на провода питания и электрические элементы аппарата: нагревательную плиту и торцеватель. Система питания должна иметь соответствующий предохранитель!
Установка давления торцевания pf.
Давление на фрезеровочный диск должно быть таким, чтобы начался процесс торцевания, но не происходила остановка двигателя торцевателя, что в результате может привести к его повреждению. Давление, при котором необходимо выполнять торцевание, рассчитывается по формуле:
pf = p1 + (0,1÷ 0,2) p2
где p1 – начальное давление, p2 – табличное давление для свариваемой трубы.
Торцевание торцов соединяемых труб.
Прежде всего извлеките торцеватель из инструментальной подставки (стенда). Затем установите соответствующим образом на центратор, предохраняя его защёлкивающим устройством от выпадения. Приблизьте концы труб к фрезерному диску. При этом осуществляя давление, необходимое для начала торцевания так, чтобы осуществлялась стружечная обработка обоих закрепленных в сварочном аппарате элементов. Обработку следует осуществлять до момента, когда образующаяся стружка будет непрерывной, а её максимальная толщина составит 0,2 − 0,3 мм. После отодвигания концов от фрезерного диска и выключения торцевателя, следует снять блокировку. Затем торцеватель извлечь и убрать в инструментальную подставку. В случае возникновения ситуации остановки двигателя, необходимо отодвинуть концы труб от фрезерных дисков, а двигатель (дрель) выключить. Затем снизить давление прижима. Фрезерованную торцевую поверхность, а также внешнюю и внутреннюю поверхности труб очистить от остатков стружки чистой сухой тряпкой. Стружку, попавшую внутрь, устранить с помощью щипцов.
Проверка правильности подготовки поверхности.
Подготовленные описанным выше способом поверхности приблизить друг к другу. После чего проверить параллельность стыкуемых торцов, которая не может отклоняться более, чем на 0,3 мм. В ином случае повторить торцевание. Проверить также соосность торцов обоих свариваемых элементов, которая не может превышать 10% от толщины стенки (0,1e). В случае необходимости, вращать один из элементов вокруг оси так, чтобы поставленное выше условие было соблюдено. Затем произвести установку торцов при помощи передвижных роликов.
Важно! Нельзя прикасаться пальцами к торцованным, т.е. подготовленным для сварки поверхностям. Если это произошло, необходимо очистить поверхности при помощи спирта или повторно выполнить торцевание. При выполнении швов на действующем водопроводе для чистки применять только безвредные для человека вещества (напр., чистый этиловый спирт).
Нагрев плиты.
Разогревание нагревательной плиты всегда должно происходить в инструментальной подставке. Нагревательную плиту необходимо подключить к источнику электрического тока в начале сварочного процесса, устанавливая ее температуру на необходимое согласно технологическим рекомендациям значение: Рекомендуемая температура сварки для труб из ПЭ, ПНД и ПП: 2100 C (± 100C).
Установка давления сварки.
Сила прижима в процессе сварки прежде всего определяется давлением pI. Оно учитывает сопротивление движению и силу прижима, зависящую от площади сечения свариваемых труб. Это давление рассчитывается по формуле:
pI = p1 + p2
где: p1 – начальное давление, p2 – табличное давление для заданной трубы.
Установка давления pI производится следующим образом:
Прижать торцы свариваемых труб друг к другу до стабилизации давления на манометре;
Рычаг переключен в позицию прижима;
Удерживая кнопку прижима, завинчивать клапан DBD до момента достижения значения давления pI.
Важно! При данном давлении будут осуществляться процессы предварительного нагрева и охлаждения. До завершения процесса нельзя регулировать давление клапаном DBD. При выставлении давления спускной клапан должен быть полностью закрыт.
Сварка.
Процесс сварки встык ПНД, ПЭ труб осуществляется следующим образом:
Предварительный нагрев.
Нагретую до надлежащей температуры нагревательную плиту необходимо вложить между двумя свариваемыми элементами. К вставленной таким образом нагревательной плите прижать свариваемые концы с давлением pI. Это давление поддерживается и контролируется при помощи манометра в процессе нагрева до момента образования грата высотой h, определенной в таблице параметров для свариваемой трубы.
Важно! Время получения грата не нормировано. Оператор так долго поддерживает уровень давления pI, пока грат не проявится по всей окружности стыка, и его высота не достигнет необходимого значения. Только после этого нужно снизить давление и начать отсчет времени для этапа основного нагрева.
Основной нагрев.
После получения грата прежде всего необходимо снизить величину давления в системе при помощи спускного клапана до значения:
pII = p1 + 0,1 p2
где: p1 – начальное давление (определяется согласно п.1) p2 – табличное значение давления для заданной трубы (в таблице p3 = 0,1 p2).
Снизив давление таким образом, следует выполнить второй этап сварки, время t2 которого определено в таблице параметров для свариваемой трубы.
Извлечение нагревательной плиты.
После окончания этапа основного нагрева (по истечении времени t2) необходимо в течение времени, не превышающего t3 (согласно таблице сварки), отделить нагретые торцы труб от нагревательной плиты, извлечь нагревательную плиту и оставить в состоянии покоя.
Важно! Время извлечения нагревательной плиты нужно сократить до минимума. При извлечении плиты нельзя допустить загрязнения или переохлаждения нагретых торцов труб. Промедление при извлечении плиты, вода, снег или другие загрязнения могут нанести вред шву (сварке). При возникновении сомнения следует охладить торцы и начать процесс заново.
Сварка и охлаждение готового сварного шва.
После быстрого удаления нагревательной плиты необходимо вновь соединить торцы труб друг с другом. Когда торцы соприкоснутся, оставить ручку в позиции прижима на время охлаждения, которое должно быть не меньше t5 (согласно таблице параметров для свариваемых труб).
Важно! Во время охлаждения нужно контролировать значение давления прижима. Когда шов остынет и затвердеет, можно отключить устройство от сети главным выключателем, а потом и от генератора. Нагретый шов нельзя охлаждать воздухом или водой. Охлаждение рекомендуется производить в течение времени t5 (по таблице параметров). Оказывать нагрузку на шов или укладывать готовый трубопровод можно только по истечении времени t5.
Заключительные операции.
Контроль выполненной сварки.
По истечении времени охлаждения t5 необходимо снизить давление прижима до нулевого значения, а затем извлечь соединенные трубы из центратора. После внешнего осмотра необходимо измерить полученный грат B и сравнить его с табличными значениями. В случае сомнения относительно качества выполненного сварного шва, необходимо его вырезать и выполнить сварку еще раз согласно вышеуказанному описанию.
Источник: www.LADEMi.by
1. Подготовка аппарата для раструбной сварки и инструментов
Для начала необходимо приготовить комплект инструментов, которые нам понадобятся для работы. Это прежде всего:
Резак для труб;
Обезжиривающие салфетки;
Маркер.
Далее:
достаем сварочный аппарат из упаковки;
устанавливаем на него насадки подходящего диаметра;
включаем в сеть;
устанавливаем температуру сварки.
Для монтажа полиэтиленовых труб рекомендуется температурный режим от 220°C до 250°C.
2. Подготовка трубы
Пока нагревается сварочный аппарат, займемся подготовкой трубы.
При помощи резака отрежьте необходимое количество трубы. Затем, ориентируясь по сварочной таблице, сделайте отметку на трубе маркером, чтобы определить участок, который необходимо подготавливать. Если сварочной таблицы под рукой нет, замер можно сделать при помощи линейки, вставив ее в фитинг, до внутреннего упора, а затем отмерить то же расстояние на трубе.
Размеченный участок необходимо зачистить, воспользовавшись фаскоснимателем. После этого обработайте отмеченный участок обезжиривающими салфетками.
Сварка
Когда сварочный аппарат нагреется, одновременно вставьте раструб свариваемого фитинга и гладкий конец трубы в соответствующие оправки нагретой насадки. Трубу и фитинг необходимо нагревать в соответствии с сварочной таблицей (от 4 до 30 секунд, в зависимости от толщины стенки) и ни в коем случае не двигать во время этого процесса.
Когда время нагрева истечет, максимально быстро и аккуратно снимите трубу и фитинг с насадок и вставьте трубу в фитинг. Дайте остыть согласно времени из сварочной таблицы (от 1 до 5 минут, в зависимости от толщины стенки трубы).
Когда время остывания истечет, можно приступать к следующему стыку.
Чтобы оценить качество выполненной сварки обратите внимание на:
отклонение величины углов между осевыми линиями трубы и соединительной детали в месте стыка не должно превышать 10°;
наружная поверхность раструбов фасонных деталей, сваренных с трубами, не должна иметь трещин, складок или других дефектов, вызванных перегревом деталей;
у кромки раструба фасонной детали, сваренной с трубой, должен быть виден сплошной (по всему периметру) валик оплавленного материала, слегка выступающий за торцевую поверхность раструба и наружной поверхностью трубы;
наружный валик сварного шва должен быть симметричным и равномерно распределенным по ширине и всему периметру трубы, высота валика должна быть не более 2,5 мм для труб с толщиной стенки до 10 мм, а смещение кромок сварного соединения не должно превышать 10% номинальной толщины стенки свариваемой трубы.
Источник: ingplast.ru
1 Монтаж полиэтиленовых труб своими руками
Русскому человеку, у которого стоит задача проложить ПЭ трубопровод, а знаний и опыта нет, заманчиво найти подробную и корректную инструкцию по сварке ПНД труб своими руками в домашних условиях. Это похвальное свойство нашего пытливого ума иногда приводит к массе проблем.
Давайте разберемся, стоит ли делать это своими руками. Если стоит, то как?
Любая инструкция по сварке полиэтиленовых труб в специализированном учебном центре». Действительно, автору приходилось встречать людей, которым когда-то «дядя Вася показал», как варить. После этого человек проработал несколько лет и считает себя авторитетным профи. А при ближайшем рассмотрении оказывается, что он все эти годы методично вредил народному хозяйству России.
К сожалению, большинство Российских учебных центров образованы при коммерческих фирмах, торгующих сварочным оборудованием какой-либо определенной марки. Учебный центр сам по себе дело не прибыльное, коммерческая фирма содержит его в основном для «проталкивания» своего товара. Вряд ли можно надеяться, что в таком центре вам дадут подробные и объективные знания по технологии сварки полиэтиленовых труб. И уж тем более, вряд ли научат выбирать оборудование среди конкурирующих марок.
Вторая проблема – в учебный центр будущего сварщика калачом не заманишь. Технология сварки полиэтилена ошибочно представляется простой, а времени всем не хватает.
Автор поставил себе несколько задач:
В меру своих сил способствовать тому, чтобы в нашей стране полиэтиленовые трубопроводы были надежными. А для этого:
Не просто дать формальное описание различных режимов стыковой сварки, а подробно объяснить, почему так. Иначе русского человека не переубедить.
На основе объяснения физических принципов стыковой сварки развенчать некоторые популярные мифы. Иначе любой менеджер торгующей организации уверенным голосом делает из нашего человека идиота.
На основании действующих нормативов объяснить требования к сварочному оборудованию и научить это оборудование выбирать. Иначе, опять же, продавцы обманут.
Автор берет на себя смелость утверждать, что внимательное изучение всего, что написано далее, может служить инструкцией по сварке полиэтиленовых труб своими руками. Только практика потребуется.
2 Общая идея
Сварка пластмассовых труб нагретым инструментом встык заключается, в принципе, в нагреве торцов до расплавления материала и в последующем сжатии торцов для образования стыкового соединения и остывания шва (рис.1).
Нагрев свариваемых поверхностей производится плоским металлическим нагретым инструментом с тефлоновым покрытием, который после нагрева удаляется из зоны сварки.
Рис. 1 Сварка труб встык
Однако сварка качественного стыкового соединения требует от оператора аккуратного выполнения целого ряда условий. В итоге процесс сварки встык нагретым инструментом состоит из 5 основных фаз с точно нормированными режимами.
3 Назначение технологии стыковой сварки
Сварка встык – один из трех способов сварки полиэтиленовых труб, обеспечивающих прочность сварного соединения не ниже прочности самой трубы. Два других способа – сварка с закладными нагревателями и сварка нагретым инструментом в раструб.
Технология стыковой сварки позволяет соединять трубы из любых термопластов I и II группы – РџР, РџРџ, ПВДФ, РџР’РҐ и пр. Другими словами, из полимеров, которые при нагреве способны перейти в вязко-текучее состояние, а после остывания – снова затвердеть без существенного изменения физико-химических свойств.
Основное достоинство технологии стыковой сварки перед другими видами сварки пластиковых труб – в том, что для прокладки прямых участков трубопроводов не требуются расходы на соединительные детали; свариваются непосредственно отрезки труб.
Недостаток – в том, что, независимо от диаметра свариваемых труб, требуется строгое выполнение многочисленных требований технологии стыковой сварки, а сварка одного стыкового шва занимает сравнительно много времени.
Чем выше диаметр свариваемых труб, тем ощутимее превосходство достоинств технологии стыковой сварки над ее недостатками. Поэтому для диаметров ниже 63 мм сварка встык нагретым инструментом применяется очень редко. Что касается пластиковых труб диаметром выше 110 мм, то это, как правило, трубы из полиэтилена. Поэтому в подавляющем большинстве случаев технология стыковой сварки используется для соединения полиэтиленовых труб.
И наоборот, полиэтиленовые трубы в большинстве случаев соединяются по технологии стыковой сварки. Можно сказать, что «сварка полиэтиленовых труб» и «стыковая сварка труб» – почти синонимы.
Единственное ограничение – сварка стыковых швов не рекомендуется на безнапорных трубопроводах канализации из полимерных труб, т.к. на внутренней поверхности трубопровода в результате сварки стыкового соединения образуется валик оплавленного материала (т.н. грат), который может стать местом скопления твердых частиц и причиной засорения безнапорного трубопровода. Если внутренний грат срезается, то стыковые сварные соединения могут использоваться даже для прокладки канализации. Проблема в том, что на готовом трубопроводе факт удаления внутреннего грата практически невозможно проверить. Вероятно, поэтому основное «узаконенное» применение технологии стыковой сварки – монтаж напорных трубопроводов:
Наружные водопроводы из полиэтиленовых труб
Нормативный документ – СНиП 3.05.04-85*. Материал труб: — Полиэтилен (ПНД), способы сварки – стыковая или раструбная (п.3.58. СНиП); — ПВХ, соединение методом склеивания в раструб (п.3.62. СНиП).
В части технологии стыковой сварки полиэтиленовых труб СНиП 3.05.04-85* ссылается на один из первых Российских нормативных документов, в которых эта технология описана – ОСТ 6-19-505-79.
Наружные газопроводы из полиэтиленовых труб
Нормативный документ – СП 62.13330.2011, который является обновленной версией СНиП 42-01-2002. Речь идет только о подземных газопроводах (п.4.11 СП). Материал труб – только ПЭ, способы сварки полиэтиленовых труб – «…встык нагретым инструментом или при помощи деталей с закладными электронагревателями» (п.4.13 СП).
Здесь нет ни собственного описания технологии стыковой сварки, ни ссылки на другой нормативный документ. Зато собственная технология стыковой сварки полиэтиленовых труб описана в Газпромовском СТО 2-2.1-411-2010.
Нефтепроводы из полиэтиленовых и полипропиленовых труб
Монтаж нефтепроводов из пластиковых труб подчиняется ВСН 003-88 Миннефтегазстроя. Материал труб – ПЭ или ПП, способы сварки – нагретым инструментом встык или в раструб (п.7.5.3.1. ВСН).
ВСН 003-88 содержит описание технологии стыковой сварки полиэтиленовых (ПНД) и полипропиленовых труб, сходное с самыми привычными в России технологиями DVS 2207-1 и DVS 2207-11 соответственно.
Технологические трубопроводы
Монтаж технологических трубопроводов из пластиковых труб подчиняется СНиП 3.05.05-84. Трубы из полимерных материалов здесь собирательно называются «пластиковыми». Методы сварки не определены. Однако методы контроля качества сварки пластиковых труб здесь определены, в том числе, для стыковых соединений (п.4.23. СНиП).
Источник: www.adr-t.ru
Эффективные способы состыковки ПНД труб
Технологически соединить ПНД трубы можно двумя основными методами – неразъемным и разъемным.
Первый предполагает задействование сварочного аппарата, второй реализуют без использования такового.
Сварные неразъемные соединения дают возможность максимальной герметизации, что особо актуально при обустройстве магистралей под давлением. Разъемные соединения удобны в монтаже и дают возможность в любой момент разобрать трубопровод с тем, чтобы изменить конфигурацию магистрали или дополнить ее новыми отводами.
Неразъемные способы соединения
Для состыковки ПНД труб применяют два неразъемных способа соединения: посредством сварки встык и путем установки электросварочной муфты.
В любом случае при реализации этих методов к соединениям предъявляют такие требования:
Максимальный угол смещения свариваемых отрезков должен составлять не более 10% относительно толщины стенки состыковываемых труб.
Стыковочный шов следует делать выше внешнего уровня поверхности примыкающих отрезков.
Высота валика качественно выполненного шва должна варьироваться в диапазоне 2,5-5 мм.
Оптимальное значение высоты валика зависит от толщины стенок оплавляемого изделия. На тонкостенных трубах (до 5 мм) он должен быть не более 2,5 мм. Если толщина стенок труб варьируется в пределах 6-20 мм, то высота валика должны быть не более 5 мм.
Посредством сварки труб встык
Создание неразъемного соединения осуществляется за счет размягчения материала до состояния тягучей субстанции с тем, чтобы произошло диффузное объединение его частей. Его применяют для труб, имеющих толщину стенок свыше 5 мм.
Метод соединения с применением сварки используют на прямых участках водопровода, который предполагается эксплуатировать под давлением. Только он позволяет получать герметичное соединение при диаметрах свыше 200 мм, поскольку не создает потерю жесткости труб, приводящей к деформации.
Прочную сварку труб ПНД своими руками осуществляют с использованием специального инструмента. Суть метода заключается в нагревании торцов состыковываемых элементов до вязкого состояния с помощью нагревательной насадки. Размягченные концы просто соединяют друг с другом под давлением, после чего участку соединения просто дают остыть.
При выполнении сварочных работ важно выдерживать температурный режим нагревательных элементов.
Параметры выдержки времени и температуры нагревательных элементов определяют, беря в расчет три фактора:
Толщина стенок трубопровода.
Диаметр отводов.
Технические параметры паяльного устройства.
Соединение труб путем сварки является наиболее надежным и долговечным вариантом. С его помощью можно создать неразъемное крепление, которое способно выдержать давление как безнапорных, так и напорных систем водоснабжения.
С торцов снимают фаску шириной 2-3 мм. Место сварки тщательно прочищают и обрабатывают обезжиривающим составом.
Паяльник устанавливают на отметку нагрева в 260°. Пока он прогревается, нанизывают сварочные насадки и ждут, пока их степень нагрева достигнет заданной температуры.
С помощью центрирующего механизма в полость насадки заглубляют фитинг и торец трубы. Если в паяльнике центрирующего механизма не предусмотрено, соосность придется проверять «на глаз», делая состыковку максимально точной.
Отцентрированные элементы задвигают до указанной отметки, соединяя под давлением, и выдерживают указанное в инструкции время для оплавления.
После завершения работы аппарат отодвигают в сторону и отключают от сети. Участок сварки без смещения и поворота фиксируют в заданном положении до полного охлаждения поверхности.
При выполнении сварки важно не передержать. Это может спровоцировать образование наплыва полиэтилена на внутренний диаметр изделия.
Для получения надежного крепления глубина установки должна составлять порядка 2 мм. Выдерживая заданную глубину, полученный сварочный шов будет иметь ровный презентабельный вид с одинаковой высотой отступа.
С этапами сварки труб ПНД встык ознакомит следующая подборка фото:
Посредством электромуфтовой сварки
При реализации этого способа неразрывного соединения задействуют электромуфтовую сварку либо электросварочный фитинг.
Этот метод эффективен, когда приходится работать в стесненных условиях. К примеру, при выполнении ремонтных работ в колодцах или когда нужно сделать врезки в ранее соединенные трубы.
Единых стандартов для проведения раструбной пайки в отечественных нормативных документах нет. Эта технология чаще применяется в европейских странах и регламентируется стандартами DVS-220715.
Технология соединения ПНД труб с задействованием муфт включает ряд основных этапов:
Подготовка участка коммуникации. Наружную поверхность отвода отчищают от жира и пыли. Для этой цели используют мыльные и спиртовые растворы, которые в широком ассортименте представлены в строительных магазинах.
Обработка мест стыка. Плотность крепления напрямую зависит от того, насколько гладко выполнен срез. Для получения идеально гладкой поверхности торец трубы затирают отрезом мелкозернистой наждачной бумаги.
Создание фасок. Стык отвода подрезают на 45°. Скос позволит обеспечить максимально плотное прилегание элементов и их крепление.
Монтаж муфты. Муфту подключают к источнику питания. После того как она нагреется до заданной температуры, одной стороной (дорном) муфту надевают на трубу, а вторым концом (гильзой) соединяют со вторым отводом трубы.
Ключевым условием выполнения электромуфтовой сварки является обеспечение в момент разогревания и застывания элементов неподвижности деталей. При заглублении отводов отрезков в полость разогретой муфты важно работу выполнять быстро, но максимально осторожно с тем, чтобы не перегреть полиэтилен.
В момент заглубления отрезков в полость муфты будьте готовы к тому, что из-под нее начнет понемногу проступать жидкая пластмасса. После завершения работ остается только снять муфту, а соединенный трубопровод разложить на твердой поверхности с тем, чтобы зафиксировать его в желаемом положении.
После застывания расплава на месте стыка будет виден плотно прилегающий к трубе обжимной хомут.
Но выбирая этот метод, стоит учитывать, что пластиковые трубы не отличаются высокой жесткостью. А потому при сильном внутреннем давлении созданный шов может просто разойтись. Муфтовое соединение – не лучшее решение для обустройства коммуникаций отопления и создания отводов под умывальник.
Оценке слабых и сильных сторон различных способов сварки ПНД труб посвящена статья, с содержанием которой мы советуем ознакомиться.
Разъемные методы соединения
Если рассматривать варианты разъемного соединения, то они реализуются с применением фланцев и компрессионных фитингов. При строгом соблюдении монтажа они получаются такими же надежными, как и те, что создаются при задействовании сварочного аппарата.
Любой тип неразрывных соединений включает упругую деталь. При обжатии стяжным инструментом он заполняет собой все пустоты в области стыка, исключая тем самым протечки.
С использованием фитингов из ПНД
Для осуществления этого метода используют компрессионные фитинги, которые являют собой сгоны, дополненные наружной резьбой с обеих сторон.
Они способны состыковывать трубы, обеспечивая плотное соединение, обладающее высокими показателями герметизации. При этом разборное соединение не составит труда в любой момент снять с тем, чтобы изменить конфигурацию магистрали или произвести срочный ремонт.
Последовательность действий для получения фитингового соединения:
На подготовленные торцы обеих труб надевают распорное кольцо, выполненное из полиуретана или резины. Наружный диаметр кольца должен быть равен внутреннему размеру состыковываемых труб.
Концы оснащают натяжной гайкой и двумя поджимными шайбами. Первая шайба предназначена для выдавливания распорного кольца, вторая призвана уплотнять гайку относительно торца трубы.
Соединение стыкуют по принципу «труба — фитинг — труба». Для повышения надежности его поджимают до упора с обеих сторон натяжной гайкой.
Для сборки монтируемых деталей применяют специальный ключ. Им откручивают на соединительных фитингах прижимные гайки.
Главное достоинство этого метода соединения в том, что его удобно осуществлять даже при значительном понижении температуры окружающей среды. В то время как рубеж сварных соединений составляет не менее +5°С.
Широкий ассортимент соединительных элементов, имеющих разные диаметры, дает возможность собирать любые разводки, делая необходимые разветвления в трубопроводе.
Посредством установки фланца
Фланцевый тип соединения выбирают при необходимости подключения ПНД трубопровода к стальным трубам. С помощью фланцев удобно присоединять к магистралям вентили, регуляторы и задвижки.
Для установки на полиэтиленовые трубы применяют фланцы, соответствующие ГОСТу 12882,80. Они имеют расширенный внутренний диаметр.
Работу по установке фланца выполняют в такой последовательности:
На одном конце коммуникации выполняют резьбу.
В резьбу вкручивают элемент.
На элемент надевается отвод подключаемой трубы.
Место стыка прогревают муфтой или строительным феном.
Перед тем, как надевать фланец, необходимо осмотреть его на наличие острых выступов и заусениц, которые могут повредить торец полиэтиленовой трубы.
Как согнуть или выпрямить изделие?
Полиэтиленовые трубы выпускаются в продажу прямыми 12-метровыми отрезками либо же в виде цельных изделий, намотанных на большие бухты. Будучи в скрученном состоянии, изделия приобретают форму колец и деформируются. Перед тем как выпрямить или согнуть деформированную трубу ПНД, ее надо нагреть.
Полиэтилен низкого давления славится хорошей упругостью. Но утрачивает это свойство при температуре нагрева свыше +80°С. Этот момент и используют при необходимости изменить конфигурацию изделия.
Но стоит помнить, что для расправления или сгибания температуру можно повышать только на короткий временной период. Ведь полиэтиленовая труба принадлежит к категории строительных материалов, которые при нарушении температурного режима можно повредить.
Обзор способов разгибания трубы
Распрямить трубу, устранив заломы, которые возникли при ее хранении и транспортировке, проще всего после легкого нагрева изделия. Если замена или ремонт трубопровода проводится в летний период, когда солнечные лучи максимально припекают, можно задействовать их для достижения поставленной задачи.
УФ лучи не ухудшат эксплуатационные параметры полиэтилена, но при этом на время смогут размягчить стенки изделия. Вам останется лишь закрепить размягченную трубу вдоль жесткой опоры или стены, либо же уложить в заранее прорытую траншею. Перед тем как распрямить изогнутую ПНД трубу на грунте, нужно освободить участок.
Если же работу приходится выполнять в зимнее время, используйте для разогрева изделия горячую воду. Но этот метод эффективен для труб, размер которых не превышает 50 мм. В качестве вспомогательных средств для выправления можно использовать металлические перила и кирпичную кладку. В любом случае: чем короче отрезок изделия, тем легче с ним будет работать.
Эффективные методы, позволяющие согнуть заготовку
Если возникает обратная ситуация, когда нужно согнуть ПНД трубу, применяют всю ту же тепловую обработку.
Для упрощения процедуры сгибания лучше соорудить формовочный каркас. Оправу, размер которой соответствует диаметру сгибаемой трубы, можно сделать из обычных листов ДВП. Для придания гладкости поверхности оправы отшлифуйте ее отрезом наждачной бумаги.
Чтобы согнуть ПНД трубу с помощью фена, работу выполняют в такой последовательности:
Обрабатываемое место прогревают строительным феном.
Размягченную заготовку заглубляют в формовочный каркас.
Аккуратно сгибают трубу, не прилагая чрезмерных усилий с тем, чтобы в месте сгиба не разорвать изделие.
Создав требуемый угол изгиба, нужно оставить изделие до полного охлаждения и лишь после этого извлечь из каркаса.
Важный момент: разогревая трубу, необходимо придерживаться «золотой середины». При недостаточном нагреве поверхности в момент сгиба труба может сломаться. Если же в момент разогрева слишком близко поднести к изделию нагревательный элемент, полимер может воспламениться.
Выводы и полезное видео по теме
С нюансами сварки и обработки труб ПНД познакомьтесь в следующих видеороликах.
Видео #1. Как осуществляется сварка встык:
Видео #2. Пример создания электромуфтовой сварки:
Видео #3. Вариант распрямления трубы:
При выборе способа соединения и выравнивания полиэтиленовых труб нужно учитывать уровень давления рабочей среды. Этот позволит минимизировать негативное влияние проведенных манипуляций с трубопроводом на его технические характеристики.
Вам известны технологические нюансы соединения полиэтиленовых труб, не описанные в статье? Если личный опыт в устройстве ПНД-трубопроводов, которым хотели бы поделиться с посетителями сайта и с нами? Пишите, пожалуйста, комментарии в расположенном ниже блоке, размещайте фото, задавайте вопросы по теме статьи.
 Для начала необходимо приготовить комплект инструментов, которые нам понадобятся для работы. Это прежде всего:
Для начала необходимо приготовить комплект инструментов, которые нам понадобятся для работы. Это прежде всего: